The MIM process is one of the more popular metal fabrication processes today. Consider this fact: from 1986 to 2004, the MIM market grew from USD 9 million to roughly USD 380 million – quite a substantial jump. One of the reasons the process is so popular is its efficiency and its cost-effectiveness.
When the products are molded, only quantities of 100 grams or less per “shot” are put into the mold, but each shot can be put into multiple cavities. This means that lots of small items can be made simultaneously, which cuts down on each item’s production cost.
The feedstock used in the process can consist of any number of metals, but the most common types are stainless steel. When the products are molded, the binder material is then removed, and the metal particles go through a refinement process to maximize the strength and durability of the material. This process often shrinks the size of the item by roughly 15%.
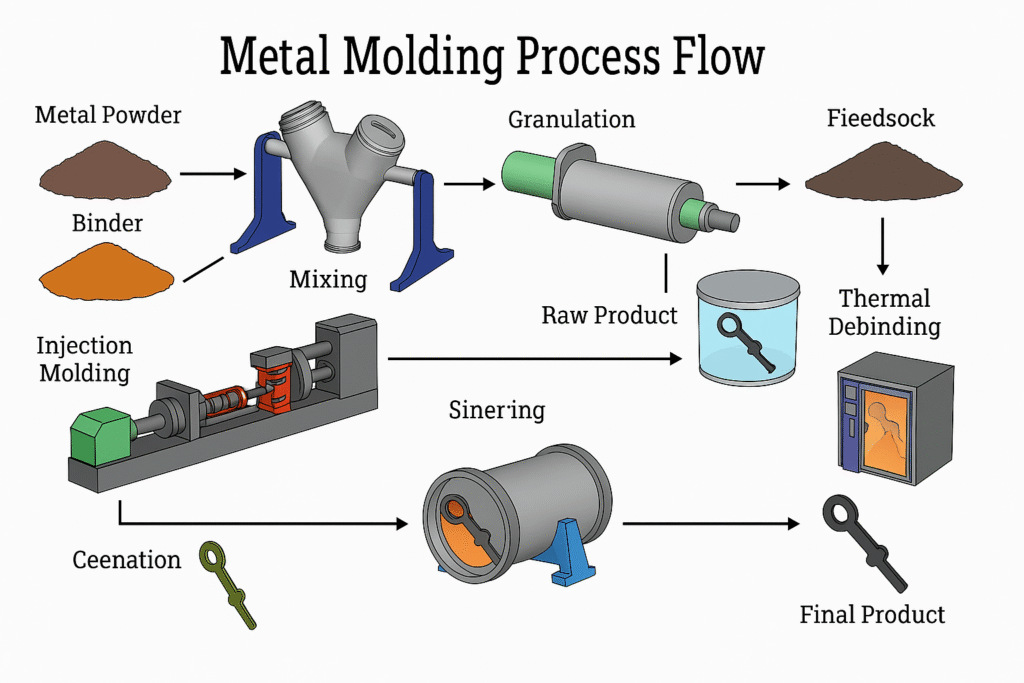
The Metal Injection Molding (MIM) process has advanced significantly since its initial popularity in 1956. Major improvements occurred during the 1990s, dramatically enhancing the durability and functionality of products compared to earlier methods. Today, the typical MIM process involves these key steps:
Metal powders are mixed with polymer binders, such as wax and polypropylene, to form a feedstock.
This feedstock is heated to a liquid state and injected into molds using injection molding machines to achieve the desired shape.
After molding, the componentknown as the “green part”is cooled and then removed from the mold.
A partial binder removal (debinding) step follows, employing methods like catalytic processes or thermal furnaces.
The process continues with further debinding and then sintering, where the component is compacted and shaped through controlled heating or pressure, without fully melting the material.
Sometimes, liquid-phase sintering is applied, resulting in partial melting during the sintering stage.
Due to high diffusion rates in this step, shrinkage naturally occurs, reducing the size of the finished component.
Thousands of metal fabricators globally rely on this standardized or slightly varied MIM procedure every day.
Manufacturers often enhance the accuracy of Metal Injection Molded (MIM) parts through post-machining processes. Generally, MIM provides higher precision than alternative methods such as die casting, which typically require additional machining to achieve smooth finishes and precise dimensions. However, larger MIM-produced components may experience slight variations in accuracy due to shrinkage during the process.
Metal Injection Molding (MIM) differs from die casting in ways similar to how plastic injection molding contrasts with die casting MIM typically involves more post-processing steps. Die casting usually requires fewer steps, making it a quicker process overall. Additionally, die casting excels at producing larger metal components efficiently.
In the metal injection molding (MIM) process, feedstock is created by blending fine metal powder with a thermoplastic binder. This intermediate material is essential for successful injection molding. The binder plays a critical role by:
Enhancing the viscosity and flowability of the mixture, allowing it to move smoothly through the heating barrels and fill mold cavities.
Providing cohesion and structural integrity to help the molded part maintain its shape after debinding.
Enabling easy release of the molded part from the mold.
Binders are typically formulated from a combination of organic polymers. A standard MIM binder contains:
A polymer to improve fluidity and lubrication (e.g., wax, polyethylene glycol)
A polymer that strengthens the molded part (e.g., polypropylene, polyethylene)
A surfactant to prevent powder agglomeration (e.g., stearic acid)
Since residual binder materials can negatively impact the metal’s final properties, they are removed after molding. An ideal binder for MIM should:
Be water-soluble or easily removable using a solvent or catalyst
Remain chemically inert with the metal powder
Allow for recycling of excess material from the molding process
Be cost-effective and environmentally safe
Feedstock preparation starts with combining the powdered metalusually about 20 microns in size, much finer than conventional powder metallurgy with the binder. The target metal-to-binder volume ratio is typically 60:40. This mixture is heated and mixed for uniformity, then granulated and cooled into pellets, making it ready for injection molding.

A mold is a precision tool used to shape the feedstock in the metal injection molding process and is made up of two halves. The front half remains fixed and is aligned with the injection unit, while the rear half is attached to a movable plate that allows the mold to open and close. This rear half is also aligned with the ejection system.
When the two halves close, they form the mold cavity, which defines the shape and size of the green part. Molds can have one or more cavities, depending on production needs. The injection unit delivers the heated feedstock through a nozzle into the mold. The material flows from the sprue to the runners, and then through the gates into the cavities.
Once the part has cooled, the sprue, runners, and gates solidify along with the molded part. These extra feedstock sections are removed later during a trimming process using separate equipment.

Debinding is the process of removing most of the organic binders from the molded “green part.” If left in the part, these binders could compromise its mechanical properties. The product after this stage is called the “brown part.” Although it is less dense than the final component, it maintains the original shape formed during injection molding.
At this stage, the brown part remains porous and contains small amounts of binder that help hold the metal particles together. These pores are essential, as they allow the remaining binder to evaporate during the subsequent sintering phase.
Since debinding reduces the strength and compactness of the part, it must be carried out with precision to avoid damage. Multiple techniques may be used for debinding, depending on the binder’s solubility and decomposition characteristics. Often, a combination of methods is chosen to ensure effective and safe binder removal.

Depending on the application, additional treatments such as heat treatment, surface finishing, or further machining may be applied after sintering to meet specific performance requirements.
High-volume production: MIM is ideal for manufacturing large quantities of small, complex, and high-precision metal components. It excels in producing parts with tight tolerances.
Complex geometries without secondary machining: The process can produce intricate featuressuch as internal/external threads, undercuts, gear teeth, slots, holes, fins, markings, and engravingswithout the need for additional machining or fabrication.
Design flexibility: MIM imposes minimal design restrictions, allowing the creation of a wide range of shapes and part configurations.
Excellent mechanical properties: MIM parts exhibit strength and hardness comparable to those of machined wrought alloys.
Good surface finish: Parts produced through MIM generally have a fine surface finish, which can be further improved if necessary.
Single-piece multi-component parts: MIM can manufacture complex parts that would otherwise require assembly, reducing the need for joining or welding.
Efficient material usage: MIM generates significantly less waste than machining, converting 95–98% of the material into finished parts. This is particularly beneficial when using expensive metals like titanium alloys, superalloys, and refractory materials.
Cost-effective at scale: While initial setup costs can be high, MIM becomes more economical than machining, investment casting, or stamping when used for large production runs.
Wide material compatibility: MIM is suitable for a variety of metals, including:
Stainless steel
Carbon steel
Copper alloys
Nickel alloys
Tungsten alloys
Titanium alloys
Cobalt alloys
Iron
Carbide
Cermets
Metals that are highly reactive, toxic, or prone to oxidation such as lead, magnesium, manganese, and beryllium are generally not suitable for MIM. Although aluminum alloys show potential due to their lower melting points, they are not yet widely adopted in commercial MIM applications.
Despite these limitations, MIM remains a preferred solution for high-precision, high-volume metal component manufacturing across various industries.
Meta Build Industries has grown into a reputable manufacturing metal injection molding firm. The company’s expertise encompasses Metal Injection Molding, precision turned components, investment casting, high-pressure die casting, and plastic molding. Their ISO 9001:2015 certified facility ensures adherence to stringent quality standards.
We help businesses improve efficiency with customized solutions.